




想要更直观地感受弯管,42crmo钢管切割讲信誉保质量产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:弯管,42crmo钢管切割讲信誉保质量的图文介绍


弯管生产过程中,在其中的加工工艺主要参数必须有效选中,只能那样,所生产制造的商品外型吃及其物理性能等检验达标以后才能够 生产制造。出自于制成品品质的考虑到,在开展弯管生产加工的全过程中一定要有效操纵规格尺寸及精密度,防止规格误差的状况出現。
另外在开展生产加工工作的全过程中,也必须确保当场自然环境的优良,而且要提早了解所要生产加工商品的品质规定等。一般会规定弯管生产加工制成品的支管都必须选用管帽开展维护,那样商品在运送的全过程和实生物不容易出現掉下来的状况。
此外,有关弯管生产加工商品的生产制造必须出示相对的检验质量报告和生产制造汇报,并且这种材料也必须开展立即的储存。而且全部的工程施工的工作人员务必要配戴统一的工作服装及其配戴标示牌,当场还要开设显著的工程项目名字及其施工企业等,这一工程项目的动工及其规划许可证准字号都必须开展非常好的储存。
在生产制造期内,有关场所的设计方案规定也务必要考虑性及应用规范。换句话说,在弯管生产加工期内,必须依据安裝用电量设备,严禁出現一切的随意吊线接线的状况,全部的工程施工场地必须维持其人体感应灯光亮。应用到的机器设备必须依照所整体规划的部位及其路线开展出入,干万不可以随意的开展走动。当场全部的原材料必须开展齐整集中化的放置,干万不可以随意的置放。如今必须搞好许多 安保的工作中,周边的维护设备。



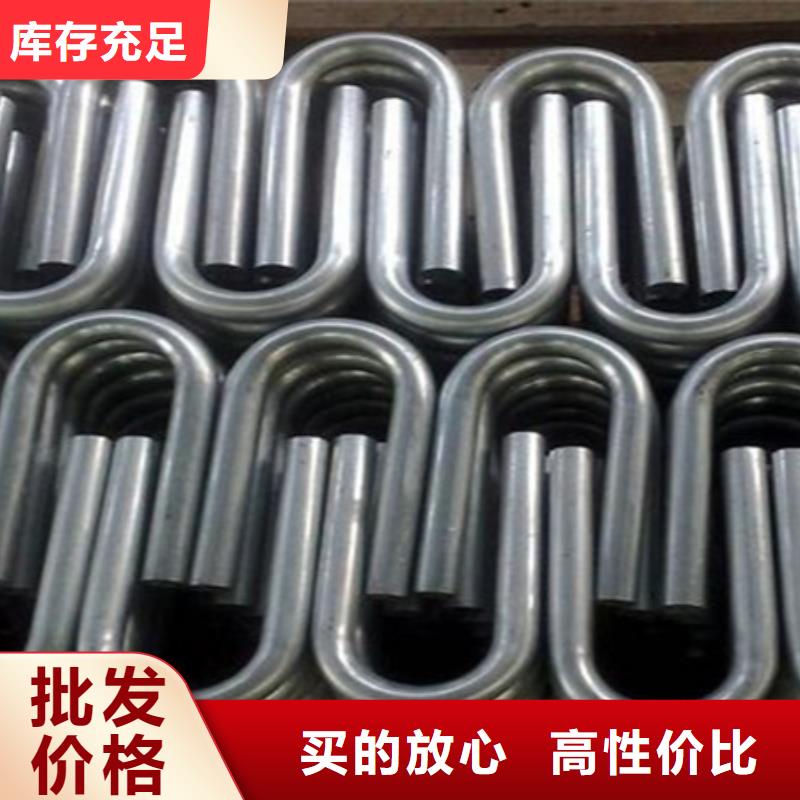
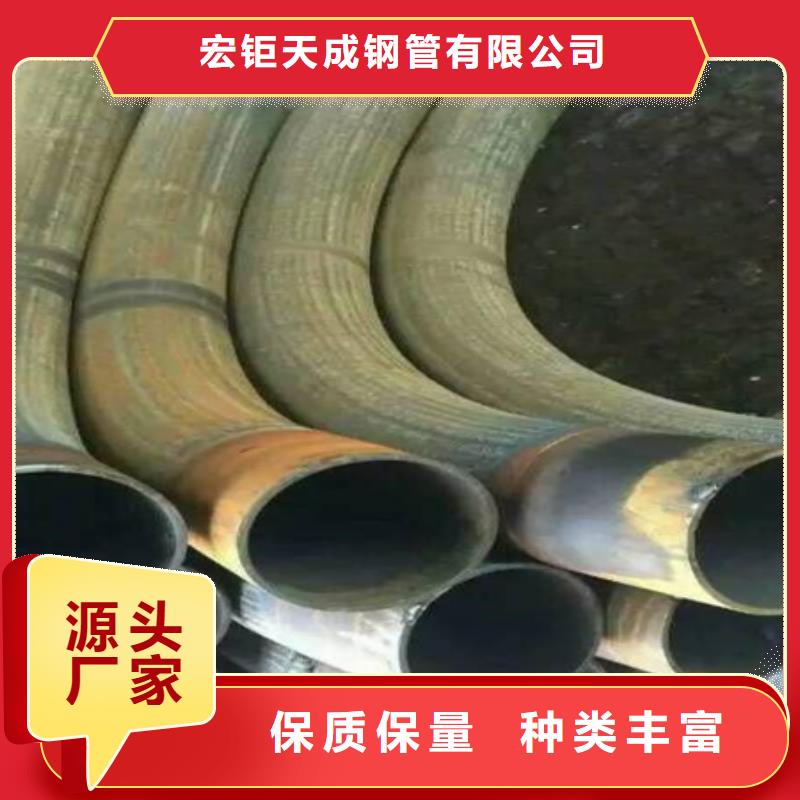
探讨U型弯管构造的普遍使用近些年采用防腐蚀U型弯管构造获得越来越普遍的应用。U型弯管是防腐保温工程隔热管路的通称,U型弯管主要用以-50℃—600℃范围之内液态、汽体或其他介质运输,广泛应用于电力工程、原油、煤矿业、化工厂、、航空航天、核电厂、、市政工程、集中供暖/制冷、家用中央空调等管路的隔热保温隔冷工程项目。防腐蚀U型弯管的埋设方式主要分成地下敷设和地面上铺设二种,地下敷设又可分为管沟埋设和直埋敷设二种,管沟铺设是指由U型弯管铺设地下沟槽开挖内;直埋敷设是把U型弯管立即埋到土中(直埋敷设方式又可分为有赔偿直埋敷设方法与无赔偿直埋敷设方式);地面上铺设是把U型弯管铺设在地面单独的或桁架的架子上,又被称为架空敷设。

在不锈钢弯管弯曲过程中产生内裂的原因方面,当不锈钢弯管加热时,当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时,在管壁造成内裂,这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。 坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构
用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。


述弯管拉弯在工业领域中的运用与发展弯管拉弯的特点如下所示:1.能够成型强屈大一点的铝弯管坎坷零件。2.能够成型空间布局繁杂的铝弯管零。3.具有独特加工工艺方法结合的综合性成型特点。4.坎坷度高,回弹力小。因此,弯管拉弯广泛应用于工业生产、汽车、机场铝弯管坎坷零件的生产中。在飞机生产中,机场框架肋、整体机身前后左右段、发动机短仓长桁架等大型铝弯管颠簸部件是飞机骨架的关键部件,直接影响飞机气动外观设计,形状精度要求相对较高。在小汽车生产中,折弯加工主要用来生产加工车体结构和保险杆的空心铝合金弯管坎坷件,在坚持和钢材制品相同的抗冲击性能环境下,可以减轻车身净重,降低应用费用。折弯加工加工工艺可实现铝合金弯管高精度坎坷,但是由于折弯加工成型中会会出现厚度薄化裂开、发皱、横截面崎变等成型缺陷,但这些成型缺陷与铝弯管的材料的性能、横截面样子及工艺指标种种因素息息相关,十分复杂。拉弯机是进行拉弯加工与弯管拉弯生产加工的关键机器设备,在生产折弯加工是都要用到拉弯机,目前市面上拉弯机种类很多。拉弯机生产厂家教大家恰当的应用拉弯机,详尽方法如下:



宏钜天成钢管有限公司本着“以质求信,以质求发展,互惠互利,共谋发展,携手共创,”。以质量求生存,以客户满意为指针,为用户着想,满足客户的一切需求,公司秉承“创新、、求实、奋进”的经营理念,努力打造 广东揭阳42crmo钢管切割精英品牌。



弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。
每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。
因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。
因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。



